Empresas Premium





Con más de 6.000 de sus sistemas instalados en productores, envasadores y procesadores de alimentos en todo el mundo, TOMRA Sorting Food es el líder mundial del mercado.
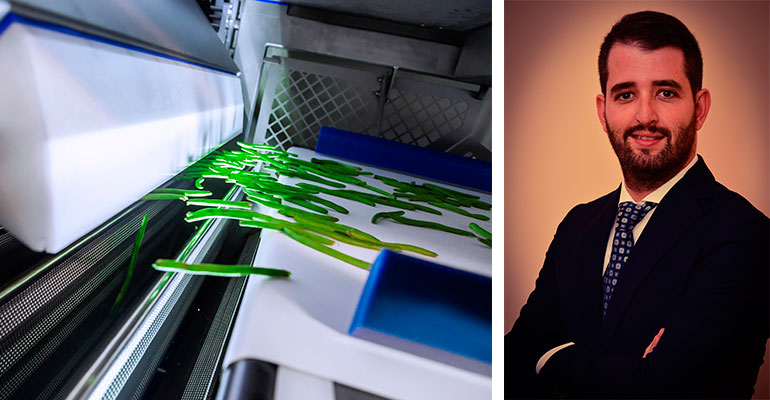
Alejandro Palacios, director de ventas de España y Portugal para TOMRA Sorting Food.
La empresa ofrece clasificadores ópticos de alto rendimiento, sistemas de pelado y de análisis de procesos para nueces, granos y semillas, frutos secos, productos en base a patata, frutas, verduras, carne, mariscos y otros mercados. Sus máquinas clasificadoras garantizan una calidad y rendimiento óptimos, lo que se traduce en una mayor productividad y uso más efectivo de los recursos.
Alejandro Palacios, director de ventas de España y Portugal para TOMRA Sorting Food explica: “TOMRA Sorting Food ofrece equipos de clasificación para una multitud de aplicaciones en alimentos, desde productos enteros frescos hasta alimentos procesados, del campo a la mesa. Existe un gran potencial de crecimiento en nuestro país porque nuestra tecnología soluciona necesidades reales de los clientes en diferentes sectores”.
Tecnología de sensores
Con un foco importante en I+D+i, TOMRA Sorting Food ofrece a las empresas agroalimentarias soluciones con el fin de mejorar la calidad de su producto final, contribuyen a incrementar la seguridad alimentaria y reducir costes.
Las máquinas de TOMRA utilizan una variedad de sensores que van mucho más allá del uso habitual de las cámaras de color. La espectroscopía infrarroja cercana (NIR) permite un análisis de la estructura molecular de un producto, mientras que los rayos X, la iluminación fluorescente y los láseres miden la composición elemental de los objetos. La composición interna y la estructura superficial de los objetos también pueden ser analizadas para determinar el producto bueno o malo, aumentado a su vez tanto el volumen como la calidad del rendimiento.
En palabras de Alejandro Palacios: “La clasificación óptica de TOMRA ayuda a maximizar el rendimiento de nuestros clientes y a reducir el desperdicio de alimentos aumentando su precisión y eficiencia. La tecnología basada en sensores es capaz de procesar altos volúmenes de alimentos mientras ayuda a seleccionar y rechazar los materiales extraños. El resultado es una reducción del material desperdiciado y un aumento de los beneficios, ofreciendo un ahorro significativo de tiempo frente a las técnicas manuales de clasificación. Por todo lo arriba expuesto, “las máquinas de TOMRA Sorting Food no sólo son la manera más eficiente de clasificar productos; también son una inversión inteligente”, concluye Alejandro Palacios.
TOMRA Sorting Food en el mercado español
España es un mercado relevante para TOMRA Sorting Food donde tienen previsto crecer de forma sostenida en el corto medio y largo plazo.
Los productos más importantes para el mercado español son la Sentinel II (diseñada para clasificar alimentos y normalmente se usa en la industria del procesamiento del tomate, el melocotón y la patata); la TOMRA 5B (diseñada para detección y eliminación de materiales extraños del proceso gracias a la tecnología de visión envolvente inteligente que ofrece una visión de 360 grados); y la Blizzard (clasificadora de caída libre que gracias a su cámara LED de luz pulsada facilita el procesamiento de vegetales y fruta congelados).